

Kuidas parandada WPC tekkide ekstrusiooniliini tootmiskiirust?
Tootmiskiiruse optimeerimine WPC terrassiväljapressimisliinide jaoks: põhjalik juhend
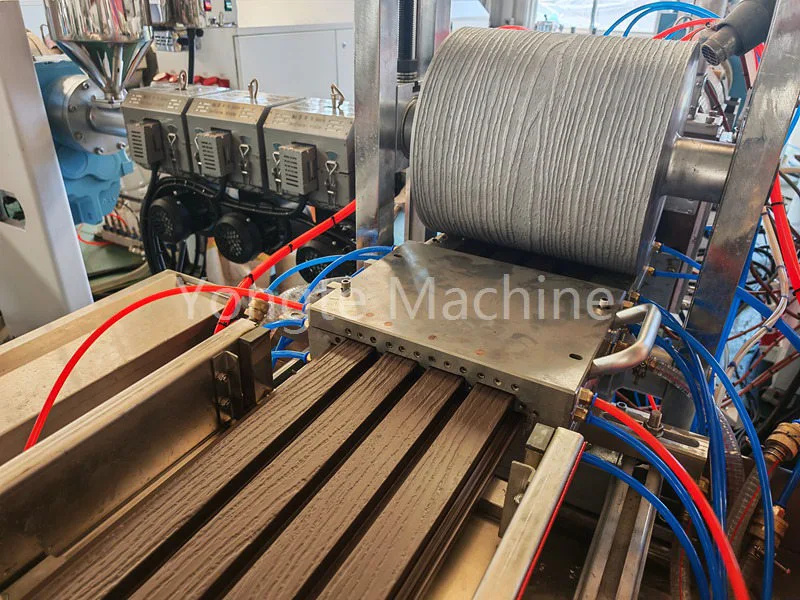
Yongte on professionaalne suure kiiruse tootjaWPC tekkide ekstrusiooniliin suure võimsusega kvaliteetsete WPC terrassitoodete valmistamiseks. Tootmiskiiruse maksimeerimiseksWPC tekkide ekstrusiooniliins, põhistrateegia keskendub viiele omavahel seotud eesmärgile: plastifitseerimise efektiivsuse stabiliseerimine, materjali vastupanu minimeerimine, kiire jahutamise võimaldamine, täisliini sünkroonimise tagamine ja seisakuaegade vähendamine – järgides samal ajal rangeid tootekvaliteedi standardeid.

I. Koostis ja tooraine eeltöötlemine (vundament sujuvaks ekstrusiooniks)
1. Optimeerige koostis, et parandada voolavust ja termilist stabiilsust
· Sobivusaine/linker: lisage piisaval hulgal maleiinanhüdriidiga poogitud PE/PP-d (nt MAH-g-PE), et parandada puidupulbri ja plasti adhesiooni, vähendades seeläbi aglomeratsiooni ja sulamismurde.
· Määrdeainesüsteem:
o Sisemised määrdeained (nt steariinhape, PE vaha) vähendavad sulandi viskoossust, vähendades seeläbi kruvide nihkekuumust ja põhiühiku koormust.
o Välised määrdeained (nt parafiin, oksüdeeritud polüetüleenvaha): vähendage materjali hõõrdumist silindri/vormi vahel ja vähendage ekstrusioonirõhku.
o Lisatavate koguste kogust tuleks reguleerida vahemikus 1–3%, et vältida liigset välist libisemist, mis võib põhjustada kihistumist ja pinnadefekte.
· Täidis ja puidupulber: puidupulbri niiskusesisaldus peab olema ≤3%, ühtlase osakeste suurusega (80–120 silma); õli imendumise ja viskoossuse suurendamise vähendamiseks tuleks valida aktiveeritud kaltsiumkarbonaat.
2. Segamine ja eelplastifitseerimine (eesmine pudelikael)
· Kiire kuumsegamine koos külmsegamisega tagab ühtlase segunemise ilma surnud tsoonideta, vältides lokaalset "surnud materjali" või aglomeratsiooni.
· Võimaluse korral võib pulbriliste materjalide graanuliteks sulatamiseks kasutada eeljahvatusprotsessi, mis tagab stabiilsema etteandmise, kiirema plastifitseerimise ja 20–30% liinikiiruse suurenemise.

II. Ekstruuderi pesa ja kruvi (südamiku toiteplokk)
1. Kruvi ja tünni optimeerimine
· Kõrge kuvasuhe (L/D=40–48) ja suure pöördemomendiga paralleelsed kaksikkruvid on valitud, et suurendada nihke- ja segamisjõudlust, muutes need sobivaks suure täidisega WPC koostiste jaoks.
· Kruvikombinatsioon: suurendage ülekandeosa mahtu, optimeerige segamisploki/nihkeploki paigutust, vähendage nihkekuumust ja parandage transportimise efektiivsust plastifitseerimise eeldusel.
· Vormivaagna kuumutamine: kasutab tsoneeritud täppistemperatuuri reguleerimist (PID), mille temperatuuri kõikumine on ≤±1℃, et vältida lokaalset ülekuumenemist või ebapiisavat plastifitseerimist.
2. Kiiruse ja koormuse sobitamine (kiirenduse võti)
· Mootori kiirus: suurendage järk-järgult kiirust, säilitades samal ajal 70–90% nimipöördemomendist ja stabiilsest voolust (PE/PP süsteemid võivad jõuda 150–250 p/min).
· Söötmise sünkroniseerimine: kasutatakse kaalulangussööturit, mis on suletud ahelaga ühendatud põhimasina pöörlemiskiirusega, et tagada kruvipilu täituvus 70–90%, vältides tühikäigu pöörlemist või ülekoormust.
· Vaakumsüsteem: säilitab stabiilse kõrgvaakumi (-0,08 kuni 0,09 MPa), eemaldab kiiresti veeauru ja lenduvad komponendid, vähendab mullide teket, parandab pinna kvaliteeti ja suurendab töötlemiskiirust.

III. Vorm ja seadistus (maksimaalse lineaarkiiruse määramine)
1. Vormi kujundamine ja voolukanali optimeerimine
· CFD-simulatsiooniga optimeeritud riputus- ja kalasaba-tüüpi stantsil on sujuv voolukanal ja ühtlane rõhujaotus, mis võib vältida materjali kleepumist ja kohalikku ülekuumenemist.
· Matriitsi vahe on mõistlik ja surveaste mõõdukas (3–5:1), mis vähendab ekstrusioonirõhku ja sulamiskindlust.
· Vormi kuumutamine: tsoneeritud temperatuuri reguleerimise ja piisava küttevõimsusega tagatakse sulandi temperatuur vormiõõnes ühtlane ja ühtlane voolavus.
2. Kalibreerimissüsteem (keskmine kitsaskoht kiiruse parandamiseks)
· Piklik seadistuslaud (tavaliselt 8–12 m) suurendab jahutusala ja kontaktaega.
· jahutusvedeliku läbipääs:
o Suure vooluhulga ja madala temperatuuriga tsirkuleerivat vett (15–25 °C) kasutatakse kuumuse kiireks hajutamiseks ja tardumisaja lühendamiseks.
o Mitmepunktiline pihustamine vormis ja vaakum-adsorptsioon tagavad profiili kiire nakkumise vormiga, säilitab mõõtmete stabiilsuse ja hoiab ära deformatsiooni.
· Vaakumstabiilsus: tagab profiili täieliku adsorbeerumise vormimisvormis ühtlase jahutusega, suurendades oluliselt veokiirust.
IV. Veojõud, jahutus ja tagumine osa (sünkroonne üle kogu joone)
1. Veojõusüsteem
· Mitme rulliga suure hõõrdumisega veojõumasin sünkroonitakse masina põhikiirusega suletud ahelas (PID) lineaarse kiiruse kõikumisega ≤±0,1 m/min.
· Veojõukiiruse vastavus ekstrusioonikiirusele: eeldusel, et kujundi jahutamine on lubatud, suurendage järk-järgult veojõudu, et saavutada "kiire väljapressimine + kiire veojõud".
2. Jahutussüsteem (sekundaarne jahutus)
· Laiendage pihustatud jahutusveepaaki (5–10 m), et profiilid pärast vormimislaualt lahkumist kiiresti jahtuksid toatemperatuurini, vältides hilisemat deformatsiooni või halba lõikamist.
· Jahutusventilaator: pindmine sundõhujahutus jahutuse tõhususe suurendamiseks.
3. Lõikamine ja kaubaalustele panemine (seisakuaja vähendamine)
· Tootmine toimub pidevalt ilma peatumata.
· Optimeerige lõikeparameetreid, et vähendada jääke ja jäätmeid ning vähendada tööriistade vahetamise ja puhastamise sagedust.
· Automaatne kaubaalustele asetamine/virnastamine: vähendab käsitsi sekkumist ja parandab tootmise efektiivsust.

V. Protsessi juhtimine ja intelligentsus (stabiliseeritud kiirendus)
· Temperatuurikõvera optimeerimine:
o Tünn: madal temperatuur etteandeosas (sillavastane) → järkjärguline kuumenemine plastifitseerivas osas → konstantne temperatuur homogeniseerimissektsioonis → veidi kõrgem stantsipeas (voolavuse säilitamiseks).
o Ebapiisava plastifitseerimise ja rõhutõusude vältimiseks vältige mustrit „madal ees, kõrge taga”.
· Rõhu jälgimine:
Säilitage stantsipea rõhk mõistlikus vahemikus (nt 10–18 MPa). Oluliste rõhukõikumiste korral vähendage kiirust või vaadake koostis/vorm üle.
· Integreeritud süsteemi juhtimine:
PLC haldab kõiki komponente, sealhulgas hosti, söötmist, vaakumit, veojõudu, jahutust ja lõikamist ühe nupuvajutusega käivitamise/peatamise ja parameetrite reaalajas reguleerimisega.
· Veebikontroll:
laseri läbimõõdu mõõtmine, paksuse/laiuse reaalajas tagasiside, veojõu/temperatuuri automaatne peenhäälestus, vähendades praagi ja seadistuste seisakuid.

Kokkuvõte
Laiaulatusliku optimeerimise saavutamiseks peavad täiustused hõlmama mitut kriitilist valdkonda: valem ja tooraine eeltöötlus, ekstrusiooni põhimasina ja kruvide konfiguratsioon, vormide projekteerimine ja vormimissüsteemid, veojõu jahutus ja järgnevad protsessid, samuti protsesside juhtimine ja intelligentsed juhtimissüsteemid. Esiteks, materjali valemi optimeerimine voolavuse ja termilise stabiilsuse suurendamiseks koos täpse segamise ja eelplastifitseerimisega loob sujuva ekstrusiooni põhialuse. Teiseks on kruvisilindri komplektide uuendamine, tagades samal ajal optimaalse kiiruse ja koormuse sobitamise, kiiruse suurendamise pöördelise tõukejõu. Kolmandaks, keerukas vormidisain, voolukanalite optimeerimine ja vaakumkujundamise tabeli täiustused on liinikiiruse maksimeerimisel kriitilised tegurid. Lisaks hõlbustab protsesside allavoolu optimeerimine – mis hõlmab veosüsteeme, jahutusliine ja automaatset lõikamist/aluste laadimist – kogu rea sünkroonimist ja minimeerib tootmise seisakuid. Lõpetuseks, täiustatud protsessijuhtimine ja intelligentsed tehnoloogiad tagavad stabiilse ja järjepideva tootmise, saavutades seeläbi jätkusuutliku kiiruse parendamise ilma toote kvaliteeti kahjustamata.
Seotud uudised
- Lahendus WPC ekstruuderi tootmisprobleemidele
- Millist materjali saab Yongte WPC masinas kasutada?
- Tekstiilijäätmete ringlussevõtu tootmisliin on edukalt testitud
- Sise-WPC vs välistingimustes kasutatavate WPC-de võrdlus
- Rõivajäätmete ringlussevõtu ja taaskasutamise projektiseadmete prooviperioodi vastuvõtmise teatis
- Yongte tsemendikoti ringlussevõtu lahendus: muutke jäätmed kvaliteetseteks plastikust aiapostideks
Jäta mulle sõnum











