

Plastikust saematerjali ekstrusiooniliin 50 mm paksuste tahkete paneelide jaoks
Yongte viib läbi 200 x 50 mm paksuste tahkete paneelide plastsaematerjali ekstrusiooniliini esmase proovikäivituse, optimeerides stantsivormimise sektsiooni deformatsiooniprobleemide lahendamiseks
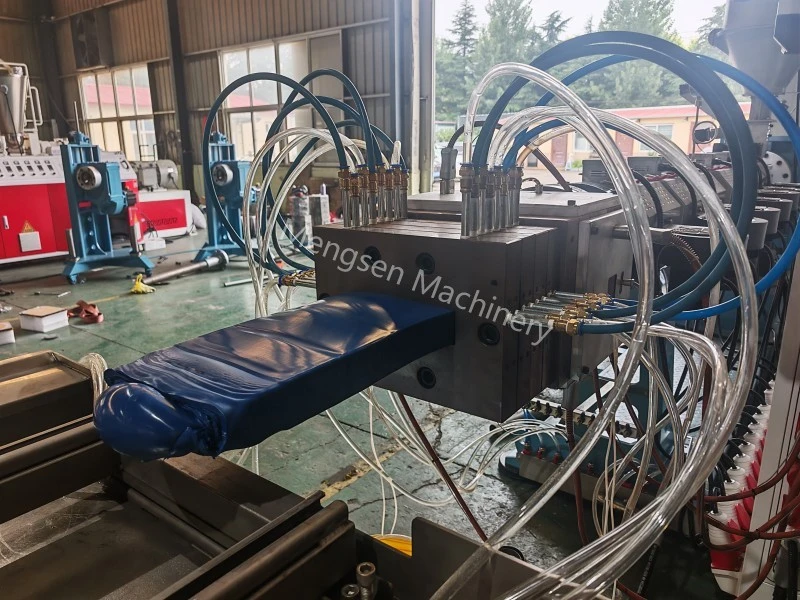
1. Ülevaade seadmete esialgsest proovitootmisest
Hiljuti lõpetas Yongte edukalt oma täiustatud plastist saematerjali ekstrusiooniliini avakatsetootmise, mille eesmärk oli 200 x 50 mm paksuste plastpaneelide töötlemine. Järgides ressursside ringlussevõtu ja keskkonnasäästliku tootmise kontseptsiooni, võeti sellel prooviperioodil toorainena ringlussevõetud plastijäägid, kontrollides seadmete kohanemisvõimet plastjäätmetega ja paksu plastsaematerjali masstootmise teostatavust.

2. Taaskasutatud materjalide suurepärane plastifikatsioonivõime
Esialgse kasutuselevõtu käigus andis kiire ekstruuder erakordse sulamisplastifitseerimise jõudluse. Ekstrusiooniparameetrite täpse kontrolli all sulatati ja homogeniseeriti ringlussevõetud plastijäägid täielikult ning sulamaterjalil oli ühtlane tekstuur, hea voolavus ja stabiilne üldine plastifitseeriv toime. Suurepärane plastifikatsioonikvaliteet loob tugeva aluse suure jõudlusega taaskasutatud plastpaneelide stabiilsele tootmisele ja tõestab Yongte plastijäätmete toormaterjalide ekstrusiooniseadmete silmapaistvat materjalitöötlusvõimet.

3. Paneeli pundumise ja deformatsioonidefektide analüüs
Sellegipoolest kerkisid ülipaksude tahkete paneelide moodustamise etapis esile sihipärased tehnilised väljakutsed. Valmistoote olulise 50 mm paksuse tõttu on jahutus- ja vormimisprotsessi ajal pinna ja paneeli südamiku kihi vahel silmatorkav temperatuurigradient. Paksu paneeli pind jahtub ja tahkub kiiresti, samal ajal kui sisemine südamiku materjal säilitab kõrge temperatuuri pikema aja jooksul ja läbib järgneva loomuliku jahutamise käigus pidevat termilist kokkutõmbumist. Välimise ja sisemise kihi ebaühtlane jahutus- ja kokkutõmbumiskiirus kutsub esile tasakaalustamata sisepinge, mille tulemuseks on 200 × 50 mm paksuse paneeli keskmine pundumine ja lokaalne deformatsioon, mis mõjutab lõpptoote tasasust ja mõõtmete täpsust.

4. Vormvormimise sektsiooni optimeerimise lahendused
Tuginedes proovitöö andmete ja kohapealsete tootmistingimuste põhjalikule analüüsile, on Yongte tehniline meeskond kinnitanud, et põhilahendus keskendub valuvormimise sektsiooni struktuurilisele optimeerimisele. Ülipaksude plaatide tasakaalustamata sulavoolu ja ebaühtlase jahutuse kujundamise probleemide lahendamiseks viib meeskond läbi sihipäraseid uuendusi voolukanali struktuuri, voolujaotussüsteemi ja jahutuspaigutuse osas. Optimeerides vormimise sektsiooni sulamisvoolu takistust, tasakaalustades stantsi kesk- ja servaala materjali etteandekiirust ning sobitades astmelise ja ühtlase jahutuskonstruktsiooniga, kõrvaldatakse tõhusalt paksude paneelide sisemine pingekontsentratsioon. See optimeerimine sünkroniseerib toote pinna- ja südamikukihi jahutamise ja vormimiskiiruse, lahendab põhimõtteliselt 50 mm ülipaksude tahke paneelide keskmise punnis deformatsioonidefekti ning parandab valmistoodete üldist mõõtmete stabiilsust ja tasasust.
5. Proovitöö kokkuvõte ja edasine arengukava
See esialgne proovitöö on täielikult kontrollinud seadmete plastifitseerimise paremust ja paljastanud peamised parenduspunktid paksude toodete vormimisel, kogudes väärtuslikke praktilisi kogemusi kõrge spetsifikatsiooniga tahke plastist saematerjali ametlikuks masstootmiseks. Järgmises etapis kiirendab Yongte stantsvormimise sektsiooni optimeerimise ja teisese kasutuselevõtu kontrollimise lõpuleviimist, poleerib pidevalt ekstrusiooniprotsessi parameetreid ning püüab saavutada stabiilse, ülitäpse ja suure tõhususega suure paksusega taaskasutatud plastpaneelide tootmist, võimaldades väärtuslikku plastijäätmete ringlussevõttu ja tööstuslikku rakendust.

Seotud uudised
- Yongte lõpetab tahke vahtmaterjaliga WPC ukseraami väljapressimise liini India kliendi jaoks
- Kas Yongte plastist saematerjali masin saab toota erineva kuju ja suurusega plastist saematerjali?
- WPC ukse ekstrusiooniliini võrdlusparameetrid
- Kuidas lahendada materjali kõrvetamise probleem WPC uste ekstrusiooniprotsessi ajal?
- India kliendi jaoks mõeldud kummi imbtoru tootmisliini vastuvõtukatse
- Yongte lõpetas Aafrika kliendi jaoks kohandatud plasti ringlussevõtu kahe kruviga ekstruuderi tehase vastuvõtutesti
Jäta mulle sõnum











