

Tehniline lahendus nelja õõnsusega plastprofiili ekstrusiooniliini tasakaalustamata ekstrusioonikiiruse lahendamiseks
Tehniline lahendus nelja õõnsusega plastprofiili ekstrusiooniliini tasakaalustamata ekstrusioonikiiruse lahendamiseks
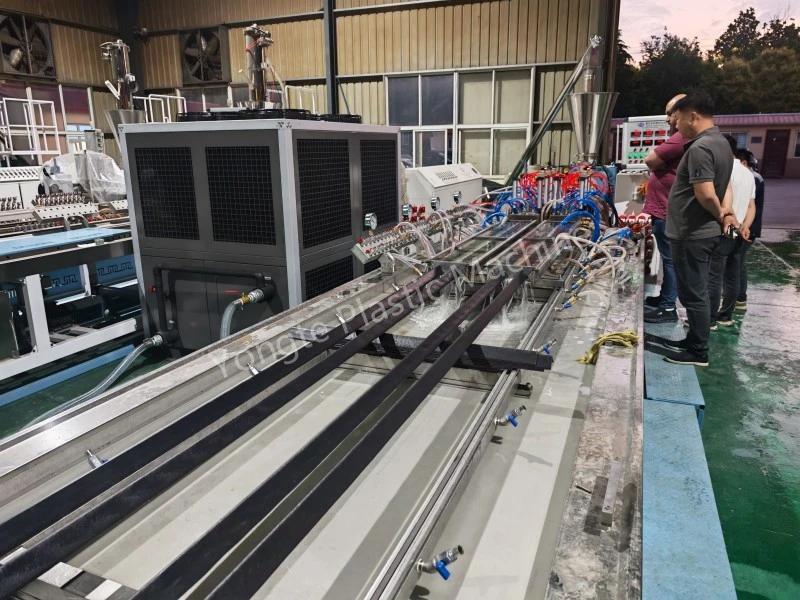
Nelja õõnsusega plastprofiilide ekstrusiooni tootmisprotsessis on nelja õõnsuse tasakaalustamata ekstrusioonikiirus tavaline tehniline probleem. See probleem põhjustab otseselt toote ebaühtlase mõõtmete täpsuse, ebaühtlase seina paksuse, defektsete profiilide ja tootmismahu vähenemise, mis piirab tõsiselt masstootmise stabiilsust ja tõhusust. Tuginedes klientide tegelikele tootmismaterjalidele ja tootespetsifikatsioonidele, on Yongte insenerimeeskond välja töötanud sihipäraselt professionaalse optimeeritud stantsi ja tugisüsteemi projekteerimisskeemi, et põhjalikult lahendada nelja õõnsusega profiilide ebaühtlase töökiiruse probleem, realiseerides nelja õõnsusega ekstrusiooniliinide suure täpsusega, stabiilse ja sünkroonse tootmise.
1. Tehniliste probleemide taust
Traditsioonilised integreeritud neljaõõnsusega ekstrusioonivormid kasutavad integreeritud kütte- ja voolujuhtimisstruktuuri. Mõjutatuna sellistest teguritest nagu sulamisvoolu ebaühtlane jaotus, stantsi kohalike alade temperatuuride kõrvalekalded ja töötlemise koostevead, on nelja õõnsuse ekstrusioonikiirus pideva tootmise ajal ebaühtlane. Õõnsuste vaheline kiiruse hälve toob kaasa erinevused profiili moodustamise kiiruses ja jahutuskahanemises, mille tulemuseks on partii kvaliteedi defektid, nagu kõverdumine, deformatsioon, tolerantsi suurus ja valmistoodete ebaühtlane pinnatasasus, mis ei vasta plastprofiilide kõrgetele tootmisnõuetele.
2. Professionaalne optimeeritud disainiskeem
Koos kliendi tooraine omaduste, toote struktuuri parameetrite ja kohapealsete tootmistingimustega on Yongte insenerid viinud läbi sihipärase kohandatud disaini stantsi struktuuri, voolujuhtimise, veojõu lõikamise ja abisüsteemi jaoks koos järgmiste üksikasjalike tehniliste lahendustega:
2.1 Kahe stantsiga kerekonstruktsioon koos sõltumatu temperatuurikontrolliga
Algne integreeritud nelja õõnsusega matriitsi korpus on optimeeritud akahe sõltumatu stantsi korpuse struktuur, kusjuures iga matriitsi korpus on varustatud kahe ekstrusiooniõõnsusega. Kaks stantside komplekti on konstruktsiooni ja temperatuuri juhtimissüsteemi osas täiesti sõltumatud. Iga matriitsi korpus on konfigureeritud sõltumatu küttemooduli ja temperatuuri juhtseadmega, mis suudab teostada eraldi täpset temperatuuri reguleerimist ja pidevat temperatuuri reguleerimist. See disain lahendab tõhusalt stantsi integraalsest temperatuurihälbest põhjustatud ebaühtlase sula voolavuse probleemi, stabiliseerib iga õõnsuse plastilist sulamisolekut allikast ja kõrvaldab erinevate stantsikehade kiiruse erinevuse peamise põhjuse.

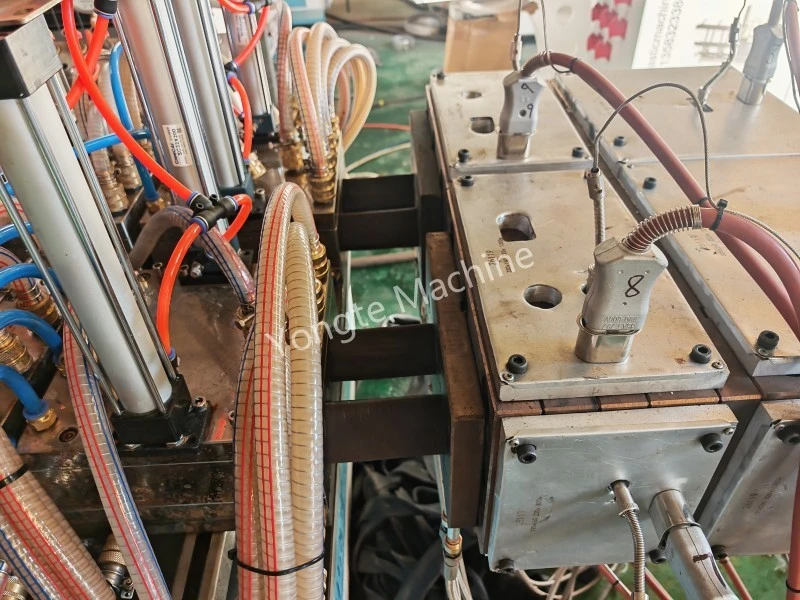
2.2 Sõltumatu voolu reguleerimise mehhanism ühe survekorpuse jaoks
Iga iseseisev matriitsi korpus on varustatud spetsiaalse voolu reguleerimise mutriseadmega. Väikestest vooluerinevustest ja montaaživigadest põhjustatud kahe õõnsuse kiiruse hälbe jaoks sama ühe matriitsi korpuses saab voolureguleerimismutri kaudu teostada reaalajas peenregulatsiooni. Täpselt reguleerides ühe õõnsuse sulatise etteande voolu, saab sama matriitsi korpuse kahe õõnsuse ekstrusioonikiirust hoida täiesti sünkroonsena, teostades õõnsuse kiiruse mikrotaseme kalibreerimist ja tagades ekstrusiooniväljundi ühtsuse ja iga õõnsuse sama rühma moodustamise kiiruse.
2.3 Kahekordne sõltumatu veojõukontrollisüsteem
Sõltumatute veosüsteemide kaks komplekti on konfigureeritud sobima kahe matriitsi korpuse ja kahe rühma õõnsuse paigutusega. Erinevalt traditsioonilisest ühe veojõurežiimist, mis sõidab samaaegselt nelja õõnsusega, töötavad kaks veoseadmete komplekti üksteisest sõltumatult eraldi kiiruse reguleerimise programmidega. Süsteem saab sõltumatult reguleerida kahe kahe õõnsusega profiilide rühma veokiirust vastavalt kahe matriitsi korpuse tegelikule ekstrusioonikiirusele, realiseerides ekstrusioonikiiruse ja veokiiruse dünaamilise sobitamise, vältides profiili venitamist, kokkutõmbumist ja asünkroonsest veojõust tingitud mõõtmete kõrvalekaldeid ning tagades veelgi nelja õõnsuse üldise kiiruse ühtluse.

2.4 Sõltumatu fikseeritud pikkusega lõikesüsteem
Vastavalt kaherühmalisele ekstrusiooni- ja tõmbestruktuurile on kaks sõltumatute lõikesüsteemide komplekti varustatud eraldi fikseeritud pikkusega lõikamisoperatsioonide jaoks. Iga lõikesüsteem jälgib ja sobitab iseseisvalt vastava profiilirühma sõidukiirust ja etteandekäiku. Sõltumatu lõikejuhtimisrežiim välistab lõikevea ja pikkuse ebaühtluse, mis on põhjustatud profiilide ühtsest lõikamisest väikeste kiiruse erinevustega, tagab iga õõnsusprofiili fikseeritud pikkusega lõiketäpsuse ja parandab toote kvalifitseerimise määra.

2.5 Automaatse transpordi- ja virnastamissüsteemi sobitamine
Konfigureeritud on kaks sõltumatute transpordi- ja virnastamisriiulite komplekti, mis on täpselt sobitatud kahe lõikesüsteemiga. Pärast lõikeseadmega fikseeritud pikkusega lõikamise lõpetamist lõpetab transpordi- ja virnastamisseade automaatselt vastava profiiligrupi materjali vastuvõtu-, transpordi- ja virnastamistööd. Transpordisüsteemi sünkroonne ja iseseisev töö väldib erinevate õõnsusprofiilide asünkroonsest kiirusest põhjustatud materjali kuhjumist, väljapressimist ja transpordisegadust, tagab kogu tootmisliini tõrgeteta ja pideva töö ning realiseerib automatiseeritud ja korrapärase tootmise.

3. Tehnilised eelised ja tootmisefektid
Ülaltoodud süstemaatilise kohandatud disaini abil on plastprofiilide tootmisel ebajärjekindla neljaõõnsusega ekstrusioonikiiruse probleem täielikult lahendatud. Kahe stantsiga sõltumatu temperatuuriregulaator + ühe rühma voolu peenreguleerimine + kahekordne sõltumatu veo- ja lõikesüsteem moodustab täislülituskiiruse kalibreerimise ja sünkroonse juhtimissüsteemi. Skeemil on järgmised olulised eelised: esiteks, see realiseerib sulamisvoolu ja temperatuuri allika juhtimise ning välistab ekstrusiooni algkiiruse erinevuse; teiseks realiseerib see tootmisprotsessis kiiruse dünaamilise peenreguleerimise, et tagada nelja õõnsuse pikaajaline sünkroonne töö; kolmandaks, sobiv automatiseeritud abisüsteem parandab tootmise stabiilsust ja valmistoodete konsistentsi.
Pärast kohapealset tootmise kontrollimist vähendab see optimeeritud disain tõhusalt nelja õõnsusega profiilide mõõtmete tolerantsi ja vormimisdefektide määra, parandab ekstrusiooniliini üldist tootmise stabiilsust ja tootmise efektiivsust ning sobib erinevate plastprofiilide pikaajaliseks ja suuremahuliseks standardseks tootmiseks.

Seotud uudised
- 4 õõnsusega plastprofiili tootmisliini tarnimine Jordaaniasse pärast edukat kasutuselevõttu
- Professionaalsed lahendused puitplastist komposiit-uksepindade kollaseks muutumiseks, triipudeks ja rabedaks muutumiseks
- 4 õõnsusega taaskasutatud plastist profiiliga ekstrusioonimasin, mille kiirus ulatub 8 meetrini minutis
- Lahendus WPC ekstruuderi tootmisprobleemidele
- Millist materjali saab Yongte WPC masinas kasutada?
- Tekstiilijäätmete ringlussevõtu tootmisliin on edukalt testitud
Jäta mulle sõnum











