

Miks WPC ukseraami tootmisliinil vaht ebaõnnestus?
Lahendused mittevahutava probleemi lahendamiseks WPC ukselengi tootmisel
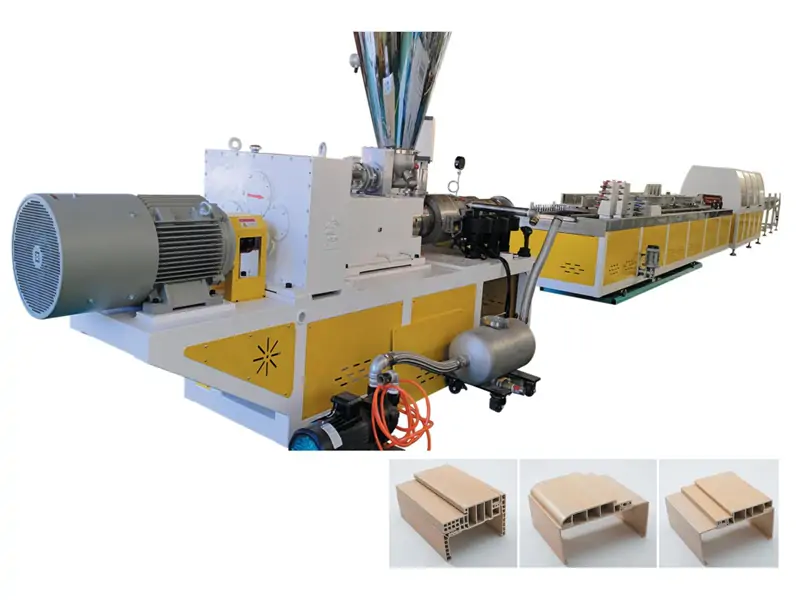
YongteWPC ukseraami tootmismasinloob PVC-puit komposiitmaterjalist tippkvaliteediga ukselengid vahutamistehnoloogia abil. See tipptasemel varustus ühendab endas täpsed temperatuuri reguleerimise moodulid ja spetsiaalsed kruvide seadistused, et täiustada PVC-maatriksi ja puidukiudude kombinatsiooni. Samal ajal tagab selle vahusüsteem rakkude ühtlase jaotumise, mis parandab nii valmis ukseraamide konstruktsiooni tugevust kui ka soojusisolatsiooni omadusi.
Paljudel ettevõtjatel on aga tootmise ajal vahu moodustumisega raskusi, mille tulemuseks on toote liigne kaal ja sellest tulenevalt kõrgemad tootmiskulud – tegurid, mis võivad viia turu väljatõrjumiseni. Toetudes aastatepikkusele tööstuskogemusele, on Yongte insenerid vahu moodustumise probleemi lahendamiseks koostanud ja analüüsinud järgmised lahendused. Allpool väljatoodud põhjused selgitavad, miks puitplastist ukseraamid ei vahu ekstrusiooni ajal, ja kirjeldavad enesekontrolli toimingud.
I. Koostise ja toorainega seotud probleemid (kõige levinumad)
1. Defektne või ebapiisav vahuaine
· Nähtus: vormi väljutamisel ei paisu; väga suur tihedus; kõva tekstuur.
Vahuaine põhjused ja lahendused
|
Põhjused |
Lahendus |
|
Vahuaine ebapiisav annus (AC/NC/OBSH) (tavaline vahemik: 0,8–1,5 kg 100 kg PVC kohta) |
Suurendada vahutava aine kogust 0,2–0,3 kg partii kohta; kohandage järk-järgult 1,0–1,2 kg-ni 100 kg PVC kohta.
|
|
Vahustamisagensil on hügroskoopsus, kleepumine, aegumine või lagunemise tõhususe järsk langus. |
Asendage uue partii vahutava ainega ja hoidke seda kuivas keskkonnas. |
|
Aktivaatorite (nagu ZnO või ZnSt) puudumine põhjustab liiga kõrgeid lagunemistemperatuure ja mittetäielikku lagunemist. |
Lagunemistemperatuuri vähendamiseks lisage aktivaatorina 0,1–0,3 kg ZnO-d. |
2. Tasakaalustamata vahuregulaator (nt ACR või vahuregulaator)
· Nähtus: vahtu ei teki või vahutamine annab jämeda rakustruktuuri või raku kokkuvarisemise.
Vahuregulaatori ja lahuse pealekandmine
|
Vahustamise regulaator |
Probleemi esitlus |
Lahendus |
|
Ebapiisav annus
|
Madal sulamistugevus → Gaaside püüdmise ebaõnnestumine → Puudub vahutamine või mullide purunemine |
1. Standardannus: 5–8 kg (ACR530) 2. Kui vahtu ei teki: lisage sulatugevuse suurendamiseks 0,5–1 osa modifikaatorit 3. Kui vahtu ikka ei teki: vähendage modifikaatori annust 0,3–0,5 kg võrra, et vähendada sula viskoossust. |
|
Liigne annus |
Liigne sulamisviskoossus → Piiratud mullide laienemine → Suur tihedus ilma vahuta |
1. Standardannus: 5–8 kg (ACR530) 2. Kui vahtu ei teki: lisage sulatugevuse suurendamiseks 0,5–1 osa modifikaatorit 3. Kui vahtu ikka ei teki: vähendage modifikaatori annust 0,3–0,5 kg võrra, et vähendada sula viskoossust. |
o
3. Tasakaalustamata määrimissüsteem (vale sisemise/välise libisemise suhe)
· Nähtus: kiire või aeglane plastifitseerimine; suutmatus laieneda pärast hallituse väljutamist; tumenenud pind.
Määrimisprobleemid ja lahendused vahutamisprotsessis
|
probleem |
Põhjus |
Mõju |
Lahendus |
|
Liigne sisemine libisemine |
Kiire plastifitseerimine ja enneaegne vahutamine |
Surve vabastamine stantsil; lahtivõtmisel ei teki vahtu |
Vähendage sisemist libisemist ja suurendage välist libisemist |
|
Liigne väline libisemine |
Madal sulamisviskoossus ja halb gaasi kinnipidamine |
Vahustamise ebaõnnestumine |
Tüüpiline määrdeaine suhe: sisemine libisemine (steariinhape) 0,5–0,9 kg; väline libisemine (PE vaha või OPE) 0,3–0,8 kg |
|
Ebapiisav määrimine |
Kehv plastifitseerimine, suur pöördemoment, ebaühtlane temperatuurijaotus |
Vahuaine mittetäielik lagunemine |
Suurendage sisemist libisemist ja minimeerige välist libisemist |
o
4. Liigne täiteaine, puidujahu või taaskasutatud materjal
· Fenomen: liiga kuiv materjal; halb sulamisvool; vahutamise raskused.
Täiteprobleem ja lahendus
|
问题 |
解决方案 |
|
Üle 180–220 kg täiteaine (puidujahu + kaltsiumkarbonaat) või taaskasutatud materjali suhe >30–50%, põhjustab liiga kõrge sulamistugevuse ja halva gaasi difusiooni. |
Piirata ringlussevõetud materjali suhet ≤30%; kontrollige täiteaine kogusisaldust 150–200 kg piires. |
|
Kuivamata puidujahu (niiskusesisaldus >2%) → vähenenud soojuse neeldumine, halvenenud plastifitseerimine ja vahutamine. |
Kuivatage puidujahu 80–120°C juures 2–4 tundi, et saavutada niiskusesisaldus <0,5%. |
o
5. Ebapiisav või ebakvaliteetne termostabilisaator
· Nähtus: lokaalne ülekuumenemine, kollaseks muutumine, vahutava aine enneaegne lagunemine ja vahutamine vormist väljumisel.
· Lahendused:
o • Kõrgel temperatuuril stabiilsuse tagamiseks kasutage 4,5–6 kg kaaluvat pliisoola või kaltsium-tsink stabilisaatorit.
• Kaaluge stabiliseerimissüsteemi ümbersõnastamist, et vältida enneaegset lagunemist ja määrimise tasakaalustamatust.
II. Ekstrusiooniprotsessi parameetrid (temperatuur / rõhk / kruvi kiirus)
1. Vale temperatuuriprofiil (peamine protsessi põhjus)
· Mittevahutavad tüüpilised temperatuuriprobleemid:
Temperatuuriprobleem ja tulemus
|
Temperatuuri probleem |
Mõjutada |
Tulemus |
|
Tünni temperatuur liiga madal |
vahutav aine ei lagune |
ei mingit vahtu |
|
Liiga kõrge esivööndi temperatuur |
enneaegne vahutamine |
sisemise surve kadu; demonteerimisel ei laiene |
|
Ebapiisav hallitusõõnsuse temperatuur |
liiga jäik sula |
mullid ei saa laieneda |
· Soovitatav temperatuuriprofiil (kooniline kahe kruviga ekstruuder):
o • Etteandetsoon: 140–155°C (enneaegse vahutamise vältimiseks).
o • Sulamis-/kokkusurumistsoon: 160–175°C (vahuaine lagunemise aken).
o • Tünni saba/ääriku tsoon: 165–178°C.
· • Matriit/suudmevorm: 160–172°C (5–10°C madalam kui tünni temperatuur).
Soovitatav temperatuur iga tsooni jaoks
|
Tsoonid |
Temperatuuri soovitus (ühik: °C) |
Märkus |
|
Söödatsoon |
140–155 |
enneaegse vahutamise vältimiseks |
|
Sulamis-/kokkusurumistsoon |
160–175 |
vahuaine lagunemise aken |
|
Tünni saba/ääriku tsoon |
165–178 |
- |
|
Surma/suu surema |
160–172 |
5–10°C madalam kui tünni temperatuur |
· Kohandamise protseduur:
1. • Esmalt tõstke temperatuuri 5–10°C ja jälgige, kas vahu teke algab.
2. • Kui ikka veel ei vahuta: tõstke sulamistsooni temperatuuri 5–8°C võrra.
3. • Kui tekib enneaegne vahutamine: vähendage etteanetsooni temperatuuri 5–10°C võrra.
2. Kruvi kiiruse ja etteande mittevastavus
Kruvi kiiruse probleem ja lahendus
|
Kruvi kiiruse probleem |
Probleemi ilming |
Lahendus |
|
Kruvi ebapiisav kiirus |
Kehv plastifitseerimine ja pikem viibimisaeg → enneaegne vahustumine või gaaside lahustumine |
Tavaline töövahemik: 18-28 p/min; mittevahutavate tingimuste korral suurendage nihke- ja plastifitseerimisomaduste parandamiseks kiirust 3–5 pööret minutis. |
|
Kruvi kiirus on liiga suur. |
Nihke ülekuumenemine ja kiire plastifitseerimine → enneaegne vahutamine |
Tavaline töövahemik: 18-28 p/min; enneaegse vahutamise korral vähendage plastifitseerimise edasilükkamiseks kiirust 3-5 pööret minutis. |
|
Toitekiiruse ja ekstrusioonikiiruse mittevastavus
|
Rõhu ebastabiilsus
|
Tavaline töövahemik: 18-28 p/min |
o
3. Ebapiisav matriitsisisene rõhk
· Nähtus: vormi väljutamisel ei paisu; kõrge tihedusega.
· Põhjused:
o • Liigne stantsivahe; ebapiisav tihendusaste; enneaegne rõhu leevendamine.
· Lahendused:
o • Vähendage sobivalt stantsivahet ja suurendage pea survet.
• Kontrollige vaakumsüsteemi lekkeid või liigset evakueerimist.
III. Seadmete ja stantside probleemid
Masina probleem ja lahendus
|
Masina probleem |
Probleemi kirjeldus |
Lahendus |
|
Ekstruuderi kruvide kulumine |
Vähendatud surveaste, halb plastifitseerimine, madal rõhk |
vahetage või parandage kruvi |
|
Ebatäpne temperatuuri reguleerimine |
Tegelik temperatuur erineb kuvatud väärtusest >10°C võrra |
termopaaride ümberkalibreerimine |
|
Vormi jooksja disain |
Surnud tsoonid, materjali kogunemine või ebaühtlane temperatuurijaotus |
poleerige, puhastage ja/või lisage kuumutusribad |
|
Väljalaske/vaakumsüsteem |
Liigne imemine → vahutava gaasi eemaldamine |
vähendada vaakumrõhku |
IV. Kiire tõrkeotsingu sammud (prioriteedi järjekorras)
1. Materjaliriba analüüs:
o • Täielik paisumise puudumine pärast vormi väljaviskamist → ebapiisav vahuaine, lagunemata vahuaine või liiga madal temperatuur.
o • Mullide moodustumine matriitsi sees, kuid pärast vormi lahtivõtmist ei paisumist → enneaegne vahustumine (liigne esitsooni kuumus või liigne sisemine libisemine).
2. Retseptikontroll:
o • Kas vahutava aine + aktivaatori annus on piisav?
o • Kas vahuregulaatori annus jääb vahemikku 5–8 kg?
o • Kas sisemine libisemine on liiga suur?
o • Kas ringlussevõetud materjali või täiteainete sisaldus on liiga suur?
3. Ühe parameetriga reguleerimine (muutke korraga ainult ühte parameetrit):
o 1. samm: tõstke sulamistsooni temperatuuri +5–10 °C võrra; jälgida.
o 2. samm: suurendage vahuregulaatorit +0,5 kg võrra.
o 3. samm: vähendage sisemist libisemist –0,2 kg ja suurendage välist libisemist +0,2 kg võrra.
o 4. samm: suurendage kruvi kiirust +3–5 pööret minutis.
4. Testimine ja kinnitamine:
o • Pärast iga reguleerimist stabiliseerige ekstrusioon 10–15 minutit enne proovi võtmist.
• Hinnake tihedust, raku struktuuri (pooride ühtlust) ja pinna skaleerimist.
· Puitplastist ukseraamide soovitatav koostis (100 kg PVC kohta):
o • Vahuaine (AC): 1,0–1,2 kg + ZnO: 0,2 kg
o • Vahuregulaator: 6–7 kg
o • Sisemine määrdeaine (steariinhape): 0,6–0,8 kg
o • Väline määrdeaine (PE vaha): 0,4–0,6 kg
o • Täiteaine (kuiv alus): 60–80 kg
o • Taaskasutatud materjal: ≤30%
Seotud uudised
- Proovige kookospähkli koorest teha WPC terrass
- Suure tootlikkusega ja energiasäästlik puidupulbri purustamis- ja lihvimismasin: Yongte läbib Euroopa kliendi kohapealse jõudluse heakskiidu
- Suure jõudlusega WPC granulaator Euroopa klientidele
- Plastikust saematerjali ekstrusiooniliin 50 mm paksuste tahkete paneelide jaoks
- Yongte lõpetab tahke vahtmaterjaliga WPC ukseraami väljapressimise liini India kliendi jaoks
- Kas Yongte plastist saematerjali masin saab toota erineva kuju ja suurusega plastist saematerjali?
Jäta mulle sõnum











